HEL Group has been using Mastflex pumps for a bespoke phase separation automated reactor system.
International company HEL specialises in process safety and development and provides pre-pilot scale chemical reactors and systems to the pharmaceutical, fine chemical, petrochemical industries and academia.
HEL’s project team prepared three automated reactor systems for a process chemistry application in which the client required phase separation.
The client needed an automated system and HEL project leaders turned to Cole-Parmer for help in outfitting the system with the correct pumping technology.
Chemical reactor systems require a pump system that can deliver an accurate volume of fluid while maintaining purity. Cole-Parmer recommended its Masterflex® peristaltic pump for this application.
The robust Masterflex range of pumps offers high accuracy. Additionally, the only wetted part is the pump’s tubing, ensuring high purity.
The drives are available in analogue, digital, or command protocol control options, enabling easy integration into HEL’s ELS control software. Each HEL application requires a customised approach, as well as good understanding of the customer’s requirements.
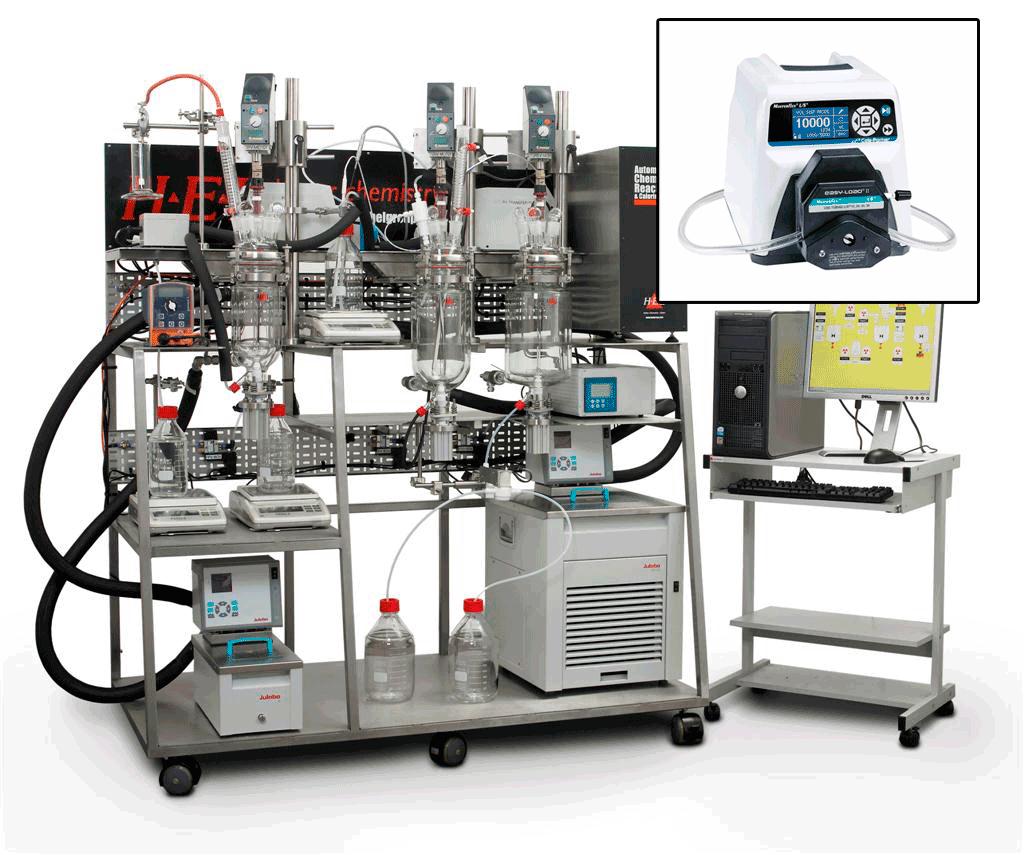
In this case, after discussing the options with a Cole-Parmer technical expert, HEL selected a Masterflex® L/S® Precision Standard Drive ideally suited for metering, feed, and transfer applications.
To complete the pump system, they included a Masterflex L/S Easy-Load II Pump Head for Precision Tubing, and Masterflex Chem-Durance Bio Tubing.



